































Powierzchnia wewnętrzna dużych obiektów podlega zużyciu podczas eksploatacji. Aby zapobiec awariom, konieczne jest okresowe monitorowanie stopnia zużycia. Do tej pory tego rodzaju kontrola jest prowadzona ręcznymi przyrządami pomiarowymi, ale takie pomiary są bardzo czasochłonne, nie są zaawansowane technologicznie i nie dostarczają wymaganej ilości wiarygodnych informacji.
Zautomatyzowany system laserowy jest przeznaczony do uzyskiwania kompletnego modelu 3D powierzchni wewnętrznej dużych obiektów oraz obliczania zużycia z wysoką rozdzielczością i dokładnością.
Seria RF096-440/1440-2000


Maszyna do kontroli powierzchni wewnętrznej dużych obiektów. Specyfikacja
| Parametr | Wartość | |
| Zakres pomiaru średnicy wewnętrznej, mm | 440...1440 | |
| Błąd pomiaru średnicy wewnętrznej, mm | ±0,5 | |
| Rozdzielczość skanowania, punktów/obrót | 2008 | |
| Zakres głębokości skanowania, mm |
0...2000 (parametr programowalny) |
|
| Minimalna odległość między mierzonymi przekrojami, mm |
1 (parametr programowalny) |
|
| Błąd przemieszczenia liniowego, mm | ±0,1 | |
| Maksymalna częstotliwość próbkowania, Hz | 9400 | |
| Źródło światła |
czerwony laser półprzewodnikowy, długość fali 660 nm |
|
| Moc wyjściowa, mW | <1 | |
| Klasa bezpieczeństwa lasera | 2 (IEC60825-1) | |
| Interfejs | Wi-Fi | |
| Zasilanie, V | Akumulatory 12V | |
| Masa, kg | 77 | |
Główne funkcje oprogramowania
Oprogramowanie jest przeznaczone do:
- parametryzacji systemu i sterowania procesem skanowania,
- kalibracji systemu,
- tworzenia modelu 3D obiektu na podstawie danych uzyskanych podczas skanowania,
- przeglądania modelu 3D,
- porównywania modeli uzyskanych w różnych momentach,
- porównywania uzyskanego modelu z wzorcem,
- obliczania wartości odchyłek kształtu (zużycia powierzchni) wybranych modeli,
- obliczania parametrów okręgu w dowolnym przekroju obiektu, a mianowicie średnicy (średniej, maksymalnej, minimalnej), owalności, okrągłości,
- zapisywania, odczytywania i eksportowania danych.
Działanie maszyny opiera się na zasadzie skanowania powierzchni wewnętrznej produktu przez obrotowy laserowy czujnik triangulacyjny.
Główne komponenty maszyny przedstawiono na rysunku, gdzie 1 - rama montażowa, 2 - prowadnica, 3 - centralizator, 4 - moduł skanowania laserowego, 5 - powierzchnia palnika; tablet nie został pokazany.
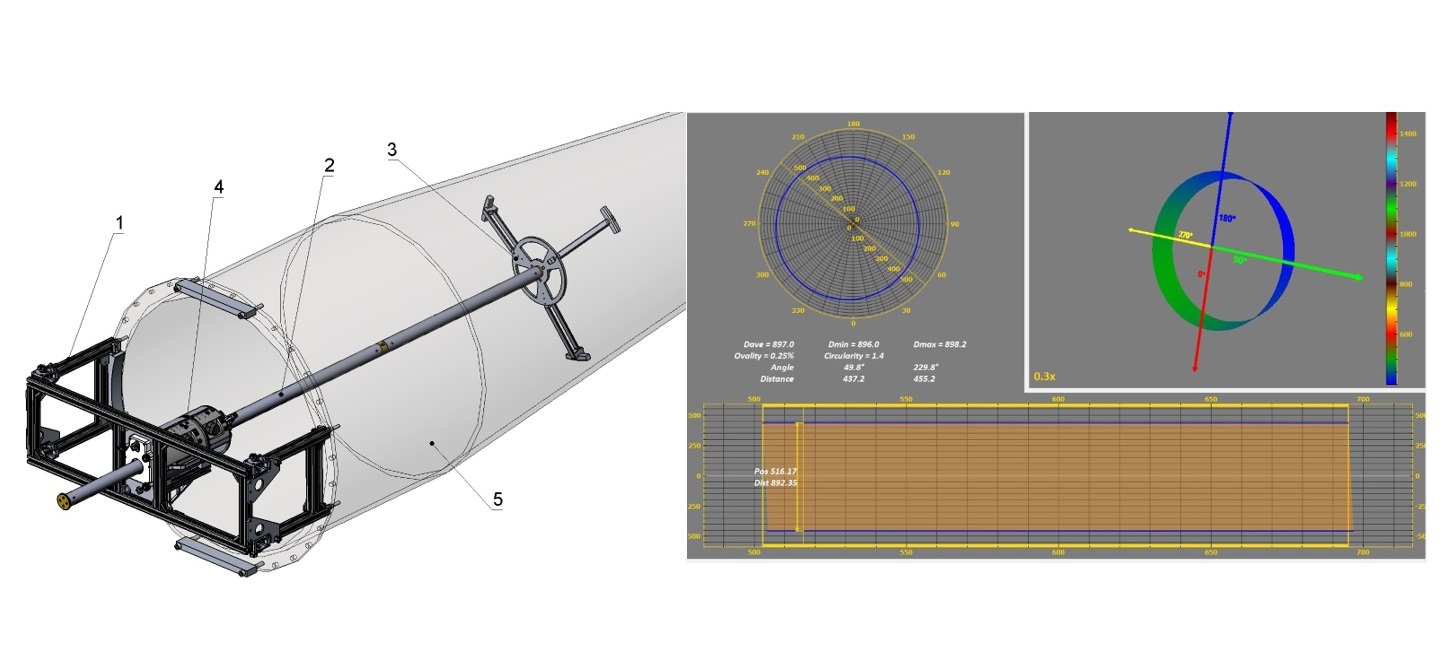
Rama (1) jest przymocowana do końca palnika (5). Prowadnica (2) jest umieszczona wzdłuż osi palnika i opiera się na ramie (1) z jednej strony oraz na centralizatorze (3) z drugiej. Centralizator jest zainstalowany na stożkowej powierzchni palnika. Moduł skanowania laserowego (4) jest zainstalowany na prowadnicy (2).
Maszyna działa w następujący sposób.
Na polecenie z tabletu czujnik laserowy zaczyna się obracać, a moduł skanowania (4) przesuwa się wzdłuż prowadnicy (2). Czujnik laserowy mierzy odległość do powierzchni palnika. Współrzędne biegunowe punktów powierzchni palnika (odległość do powierzchni mierzona przez czujnik laserowy oraz kąt obrotu czujnika mierzony przez wbudowany enkoder), zsynchronizowane z położeniem liniowym modułu, są przesyłane do komputera. Program buduje model 3D powierzchni wewnętrznej, na podstawie którego obliczane są wymagane parametry geometryczne oraz zużycie.
Moduł skanowania laserowego
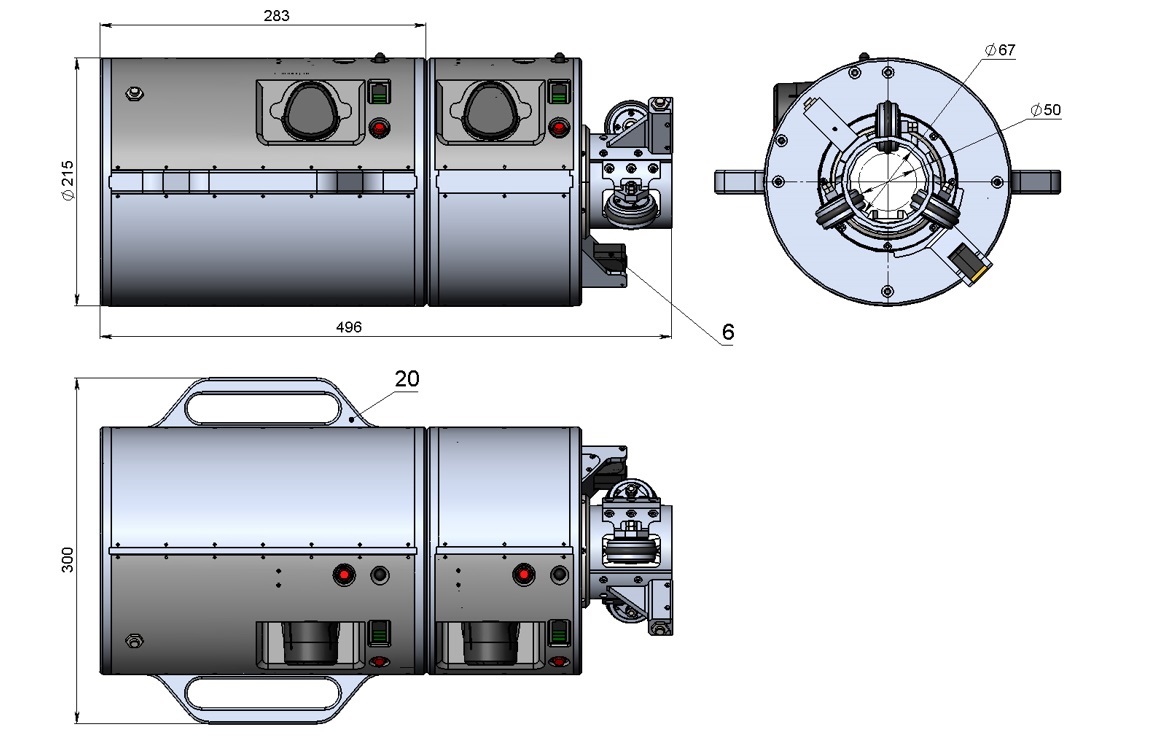
Główne komponenty modułu skanowania laserowego oraz jego wymiary gabarytowe przedstawiono na poniższych rysunkach.
Oznaczenia:
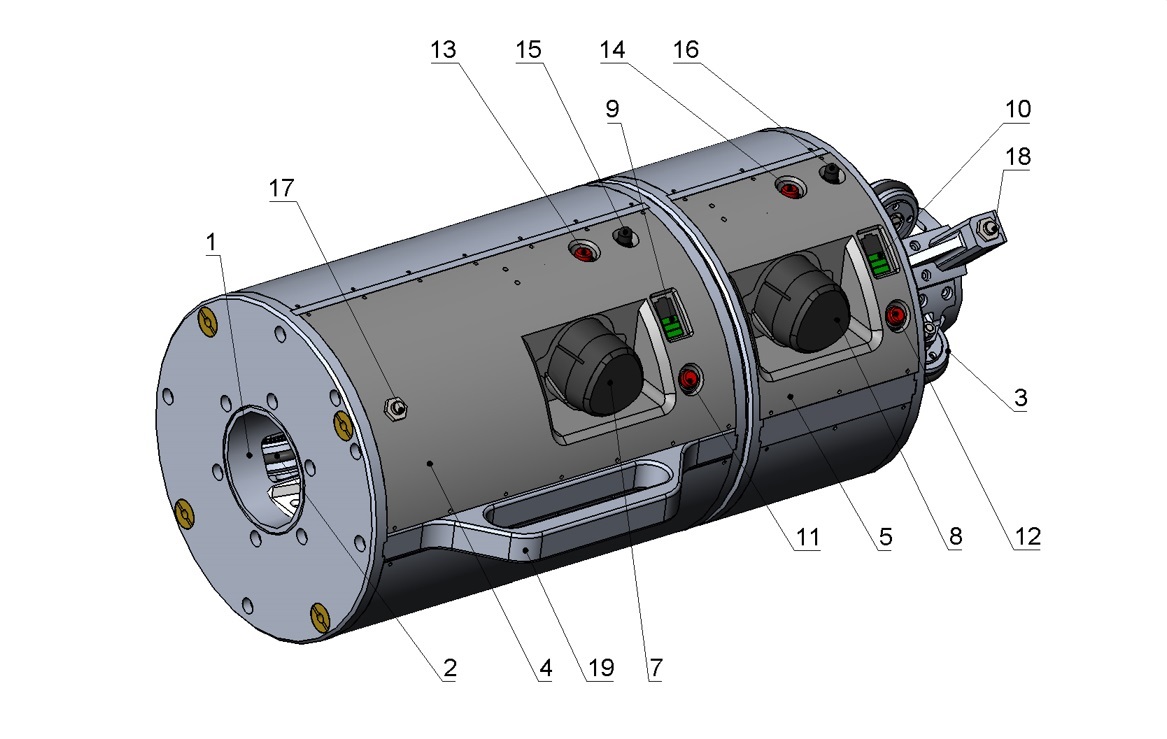
1 - Tuleja. 2,3 - Układy kół zamontowane na tulei (1). Jedno z kół jest wyposażone w enkoder (nie pokazano) do kontroli położenia liniowego modułu.4 - Moduł ruchu liniowego.
5 - Moduł obrotowy.
6 - Czujnik laserowy (zainstalowany na module obrotowym).
7,8 - Akumulatory modułów 4 i 5, odpowiednio.
9,10 - Wskaźniki naładowania akumulatora.
11,12 - Przyciski sterowania wskaźnikiem akumulatora.
13,14 - Przyciski zasilania.
15,16 - Anteny Wi-Fi.
17,18 - Czujniki krańcowe.
19,20 - Uchwyty do przenoszenia.
Rama montażowa
Główne komponenty ramy montażowej przedstawiono na poniższym rysunku
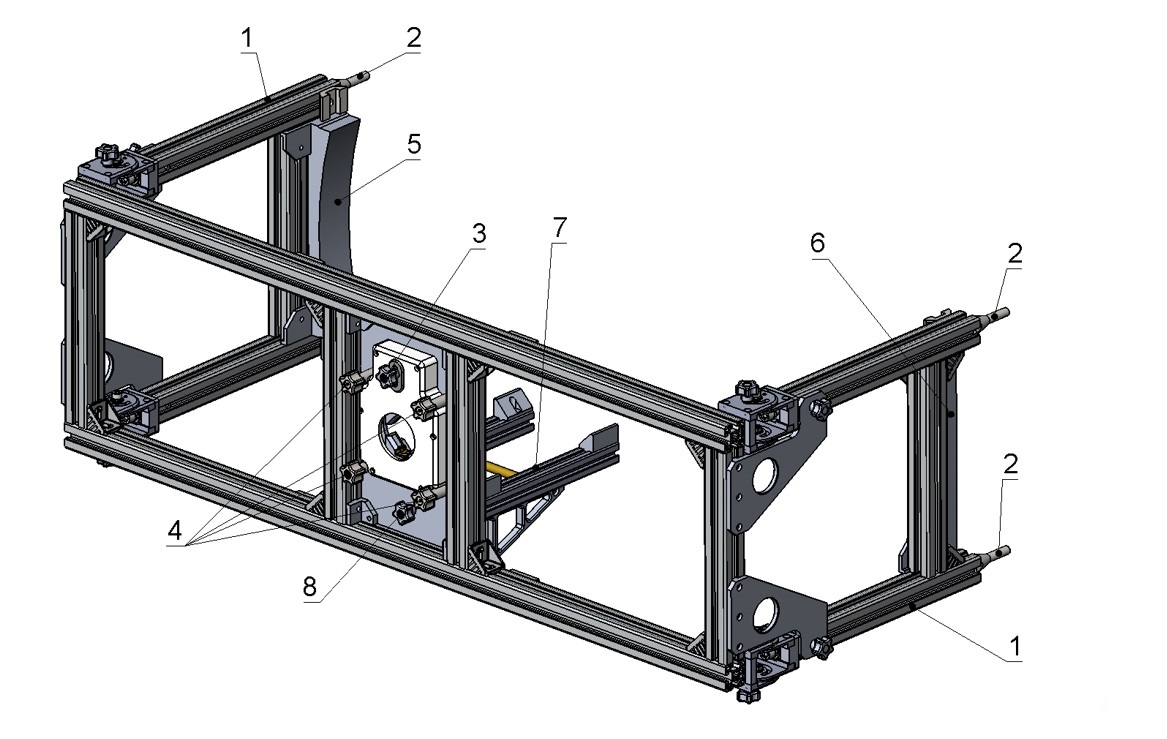
Oznaczenia:
1 - Składane nogi. 2 - Śruby do mocowania do końca palnika.3 - Śruba do regulacji górnej części dzielonego pryzmatu do instalacji prowadnicy.
4 - Cztery śruby do mocowania modułu skanowania.
5, 6 - Wzorce kalibracyjne.
7 - Zdejmowana prowadnica montażowa.
8 - Śruba mocująca prowadnicy montażowej.
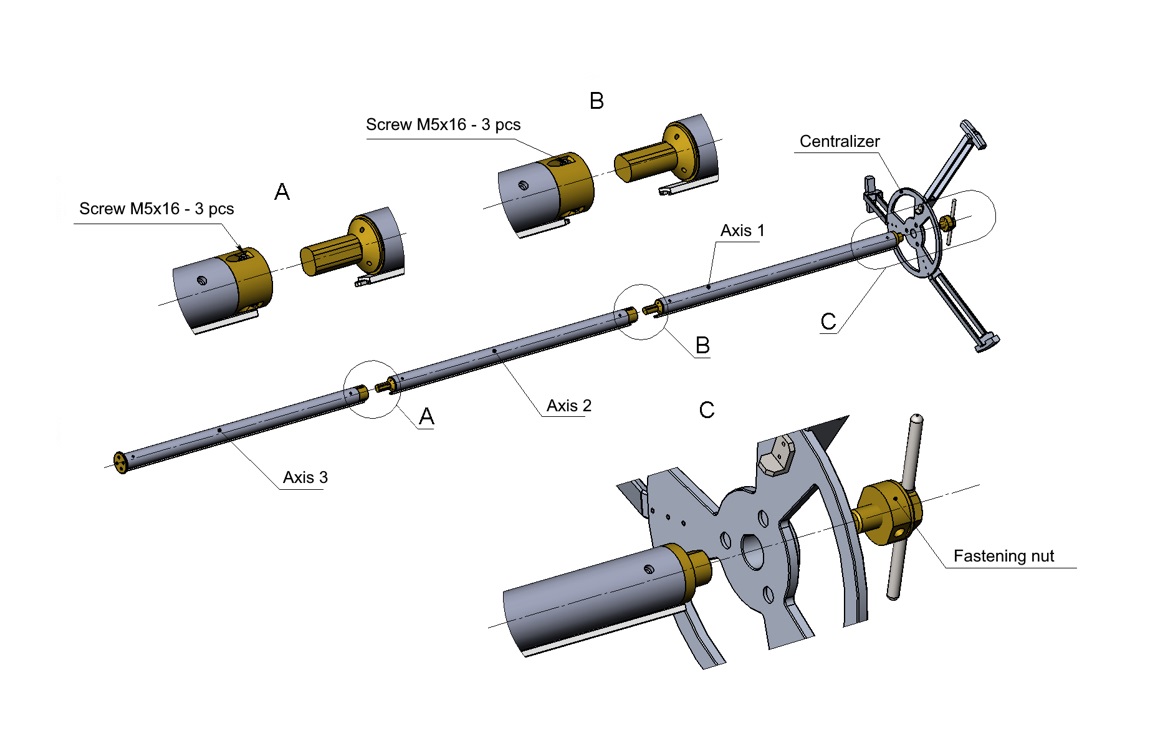
Prowadnica i centralizator
Prowadnica jest złożona z trzech elementów. Centralizator jest zainstalowany na końcu prowadnicy.Zasada montażu jest zilustrowana na rysunku:
RF096.Burner-IDmin/IDmax-L
| Symbol | Opis |
| IDmin/IDmax | Zakres pomiaru (średnica wewnętrzna), mm |
| L | Głębokość skanowania, mm. |