



















































Systemy odnoszą się do bezkontaktowego laserowego sprzętu do pomiaru grubości i są przeznaczone do precyzyjnego pomiaru grubości materiałów arkuszowych, takich jak taśmy, płyty, płyty arkuszowe, arkusze gumowe itp. Jest to autonomiczny system programowo-sprzętowy zawierający czujniki laserowe, moduł sterujący oraz urządzenie wskazujące.
Parametry systemu można zmieniać dla konkretnego zadania.
System pomiaru grubości RF580

Laserowy system do pomiaru grubości materiałów arkuszowych w linii RF160.20

Laserowy system do monitorowania grubości arkuszy gumowych podczas kalandrowania RF160.10
System pomiaru grubości RF580. Specyfikacja
| Parametr | Wartość | |
| Zakres pomiaru grubości, mm | na żądanie | |
| Dokładność pomiaru grubości, mm |
±0,1% zakresu pomiarowego czujników laserowych lub zgodnie ze specyfikacją dla enkoderów |
|
| Interfejs wejściowy, podłączenie czujników | RS485 | |
| Interfejs wyjściowy, przesył wyników | Ethernet | |
| Prędkość pomiaru, pomiary/sekundę | < 9400 | |
| Zasilanie, V | 220 (±10 %) dla sieci AC o częstotliwości 50 (±1) Hz | |
| Pobór mocy, W | 10 | |
| Warunki pracy: | ||
| Temperatura otoczenia, °C | +1...+35 | |
| Wilgotność względna, % | 65 (przy 25°C) | |
Uwaga: Parametry systemu mogą zostać zmienione pod konkretne zadanie.
Laserowy system do pomiaru grubości materiałów arkuszowych w linii RF160.20. Specyfikacja
| Parametr | Wartość | |
| Zakres pomiaru grubości, mm | 10 lub 25 lub na zamówienie | |
| Błąd pomiaru, µm | ±3 lub ±7 | |
| Zakres skanowania, mm | na żądanie | |
| Interfejs wejściowy do podłączenia czujników | Ethernet | |
| Prędkość pomiaru, kHz | 10 lub 70 | |
| Zasilanie, V | 220 (±10 %) dla sieci AC o częstotliwości 50 (±1) Hz | |
| Pobór mocy, nie więcej niż, W | 500 | |
| Warunki pracy: | ||
| Temperatura otoczenia, °C | +1...+35 | |
| Wilgotność względna, % | 65 (przy 25°C) | |
Uwaga: Parametry systemu mogą zostać zmienione pod konkretne zadanie.
Laserowy system do monitorowania grubości arkuszy gumowych podczas kalandrowania RF160.10. Specyfikacja
| Parametr | Wartość | |
| Zakres pomiaru grubości, mm | 10 lub na zamówienie | |
| Błąd pomiaru, µm | ±20 | |
| Zakres skanowania, mm | 500x2 lub na zamówienie | |
| Interfejs wejściowy do podłączenia czujników | Ethernet | |
| Prędkość pomiaru, Hz | 9400 | |
| Zasilanie, V | 220 (±10 %) dla sieci AC o częstotliwości 50 (±1) Hz | |
| Pobór mocy, nie więcej niż, W | 500 | |
| Warunki pracy: | ||
| Temperatura otoczenia, °C | +1...+35 | |
| Wilgotność względna, % | 65 (przy 25°C) | |
Uwaga: Parametry systemu mogą zostać zmienione pod konkretne zadanie.
Budowa i zasada działania Seria RF580.
System może obsługiwać nieograniczoną liczbę punktów kontroli grubości. Każdy punkt kontrolny to jeden czujnik zamontowany zgodnie ze Schematem nr 1 (Rysunek 1, po lewej) lub dwa czujniki zamontowane zgodnie ze Schematem nr 2 (Rysunek 1, po prawej).
Zgodnie ze Schematem nr 1 (jeden czujnik na jeden punkt) grubość materiału stanowi różnicę między odległością od powierzchni bazowej, na której znajduje się materiał, a odległością do górnej powierzchni materiału mierzoną przez czujnik. Położenie czujnika jest kalibrowane względem powierzchni bazowej.
Zgodnie ze Schematem nr 2 (dwa czujniki na jeden punkt) grubość materiału stanowi różnicę odległości do powierzchni materiału mierzonych przez każdy z czujników. Położenie czujników jest kalibrowane względem siebie.
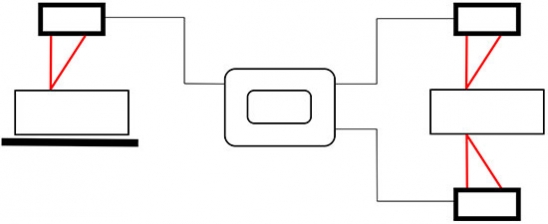
Rysunek 1. Schemat nr 1 z jednym czujnikiem (po lewej) i Schemat nr 2 z dwoma czujnikami (po prawej).
Budowa i zasada działania Seria RF160.20.
Działanie systemu opiera się na ciągłym skanowaniu powierzchni arkusza przez czujniki laserowe.
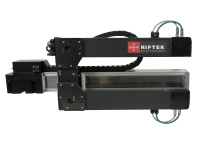
System zawiera dwa laserowe czujniki triangulacyjne (2) zamontowane na ramie C (3). Rama C jest zainstalowana na wózku modułu ruchu liniowego (4). System zawiera również płytę kalibracyjną (6). Rysunek poniżej przedstawia mierzony materiał arkuszowy (1) oraz sekcję przenośnika (5). Komputer sterujący nie jest pokazany.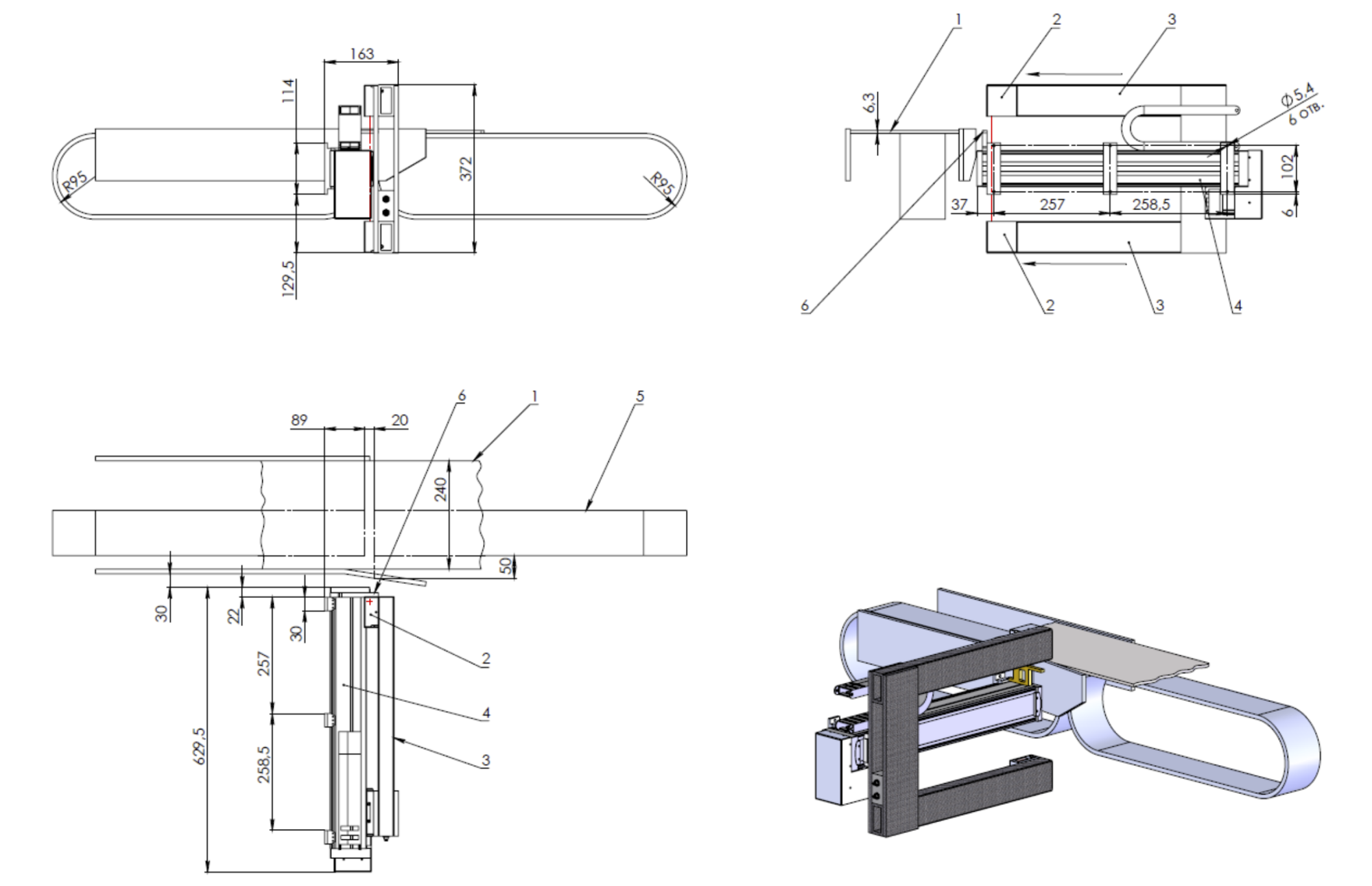
Rysunek 2. Budowa i wymiary gabarytowe systemu.
Czujniki laserowe.
W zależności od wymagań technicznych system może zawierać laserowe czujniki triangulacyjne RF603, RF603HS lub RF602: www.riftek.com/products/laser_triangulation_sensor.Szafa sterownicza i komputer panelowy.
Szafa sterownicza zawiera zasilanie, sterownik silnika dla systemu ruchu liniowego oraz przełącznik Ethernet.
Przemysłowy komputer panelowy jest przeznaczony do odbioru informacji z czujników, analizy i wyświetlania wyników pomiarów.
Wymiary gabarytowe i montażowe szafy sterowniczej i komputera panelowego pokazano na Rysunku 3.
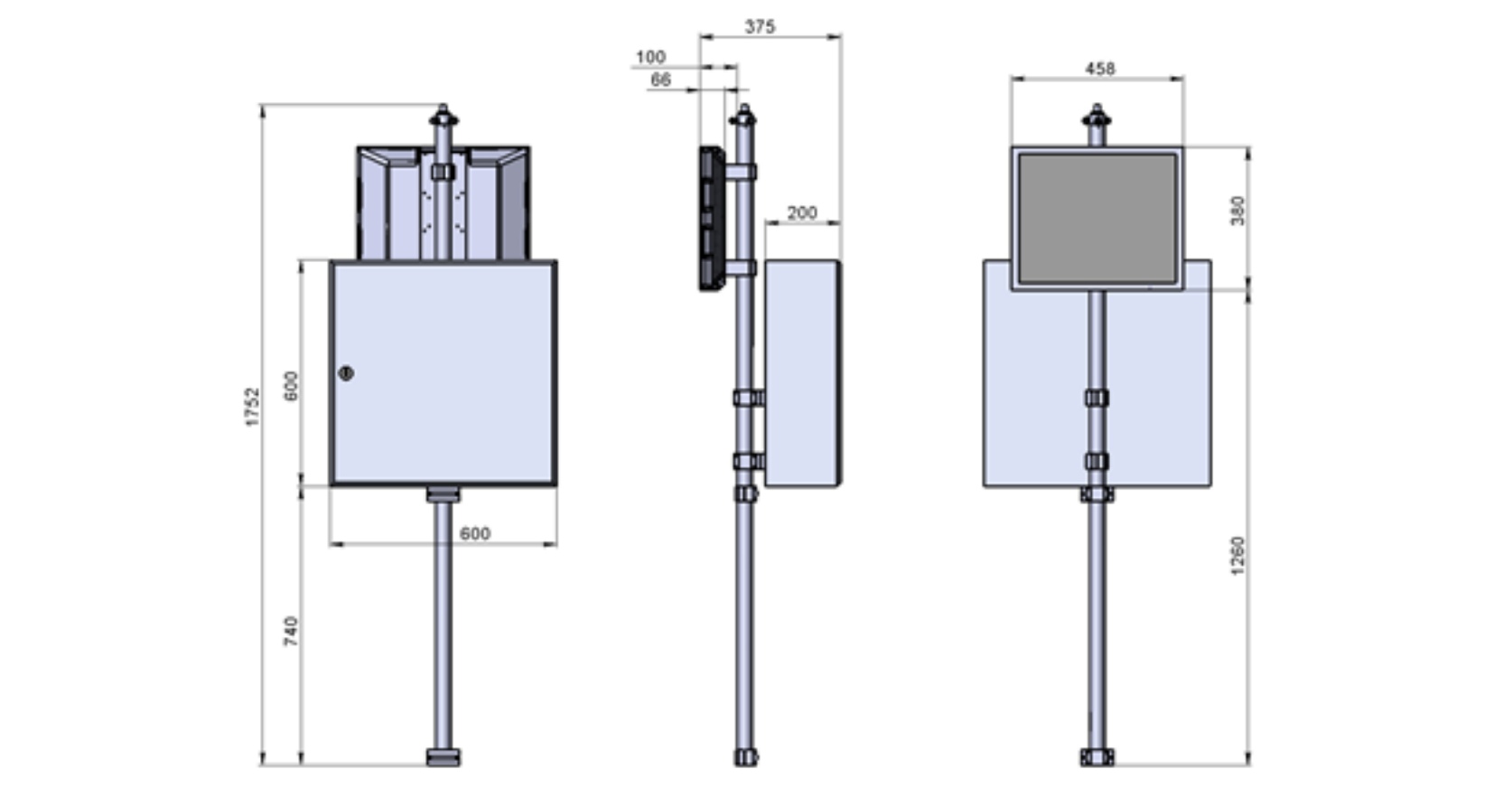
Rysunek 3. Szafa sterownicza i komputer panelowy.
Budowa i zasada działania Seria RF160.10.
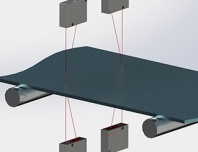
System jest umieszczony nad walcem kalandra (1) z kontrolowanym materiałem (2) i zawiera belkę nośną (3), na której zamontowano dwa moduły ruchu liniowego (4 i 4') z silnikami krokowymi (5 i 5'). Każdy moduł ruchu liniowego przenosi laserowy czujnik triangulacyjny (6 i 6'), które są zamontowane tak, aby automatycznie przemieszczać się wzdłuż kalandra.
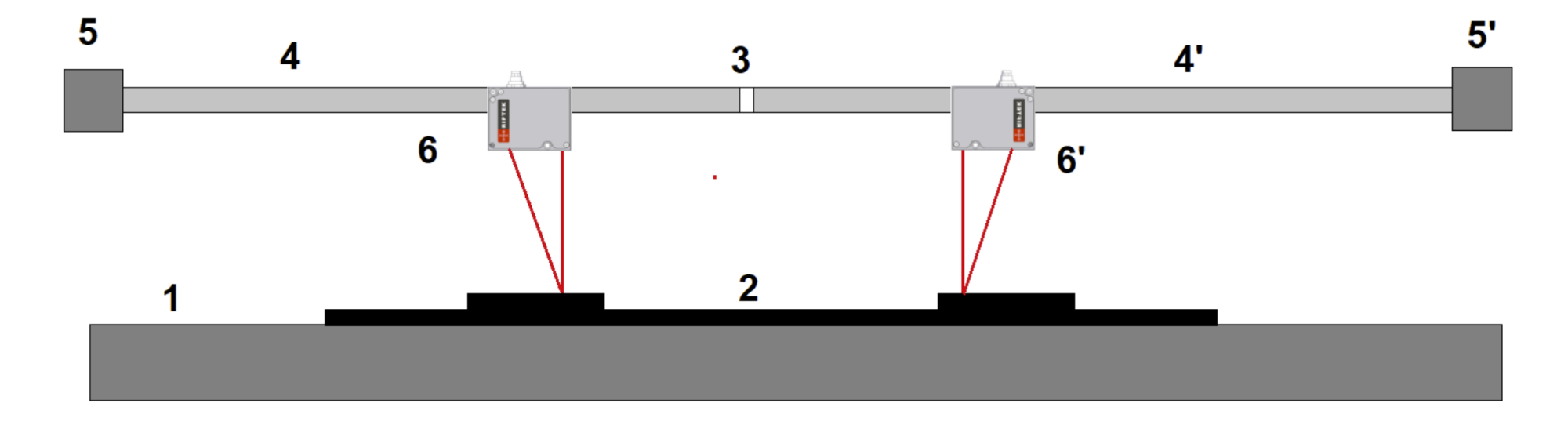
Rysunek 4 - Zasada działania Seria RF160.10
Wymiary gabarytowe i montażowe systemu pokazano na Rysunku:
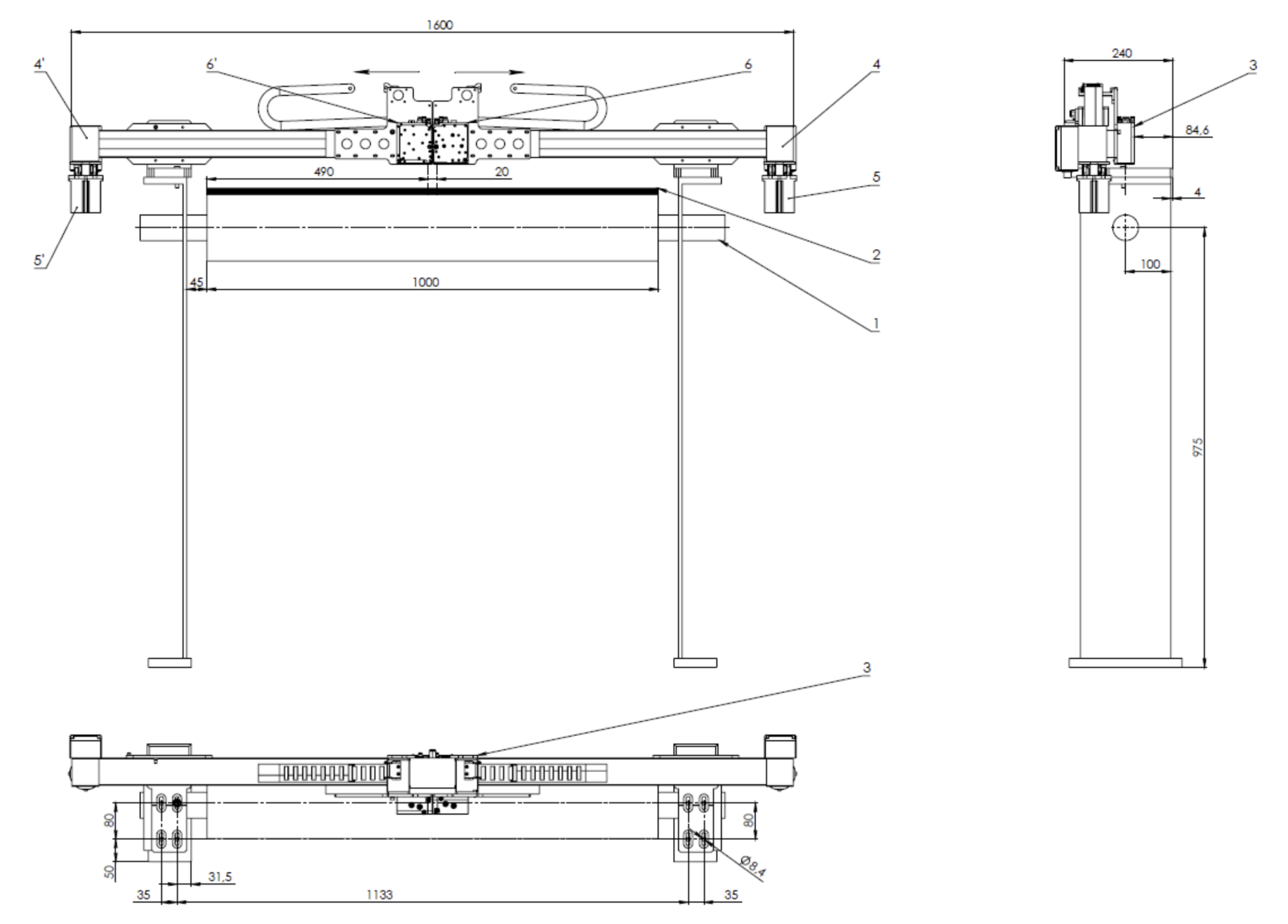
Rysunek 5 - Wymiary gabarytowe i montażowe systemu Seria RF160.10
System jest kalibrowany wstępnie i okresowo. Podczas procesu kalibracji czujniki laserowe przemieszczają się wzdłuż walca (bez materiału) i mierzą odległość do niego. Uzyskane wartości, powiązane z liniowym położeniem czujników, są przechowywane w pamięci komputera.
Pomiary grubości materiału arkuszowego przeprowadzane są w następujący sposób: w zależności od wymagań dotyczących położenia linii kontrolnych czujniki są instalowane w wymaganych pozycjach wzdłuż walca. Podczas przesuwu materiału czujniki mierzą odległość do jego powierzchni, uzyskane wartości są przesyłane do komputera, gdzie grubość materiału jest obliczana jako różnica między odległościami do materiału i walca (wartości kalibracyjne).
Czujniki laserowe.
System jest wyposażony w laserowe czujniki triangulacyjne RF603-60/10 (odległość bazowa 60 mm, zakres roboczy 10 mm), w obudowie ochronnej z chłodzeniem powietrzem i powietrzną ochroną okien. Cechą wyróżniającą czujników jest zastosowanie lasera IR (808 nm) jako źródła promieniowania, co zwiększa stabilność czujników w warunkach pary wodnej.Laserowe czujniki triangulacyjne: www.riftek.com/products/laser_triangulation_sensor
Laserowy system do pomiaru grubości materiałów arkuszowych w linii RF160.20.
Laserowy system do monitorowania grubości arkuszy gumowych podczas kalandrowania RF160.10.
RF580-N-N1-SERIAL-N3
| Symbol | Opis |
| N | Liczba punktów kontrolnych |
| N1 | Liczba czujników w każdym punkcie kontrolnym (1 lub 2) |
| SERIAL | Typ szeregowego interfejsu czujnika: RS485 - 485 lub Ethernet - ET |
| N3 | Liczba wyjść logicznych |
Informacje o zamówieniu dla laserowego systemu do pomiaru grubości materiałów arkuszowych w linii RF160.20
RF160.20-T-W
| Symbol | Opis |
| T | Zakres kontrolowanej grubości, mm |
| W | Zakres skanowania poprzecznego, mm. |
RF160.10-T-W
| Symbol | Opis |
| T | Zakres kontrolowanej grubości, mm |
| W | Zakres skanowania poprzecznego, mm. |




